 Language
Language激光屏蔽层切割机
激光加工机
激光屏蔽层切割机
(SC Series)
能够对屏蔽层、金属胶带
进行一周均匀加工
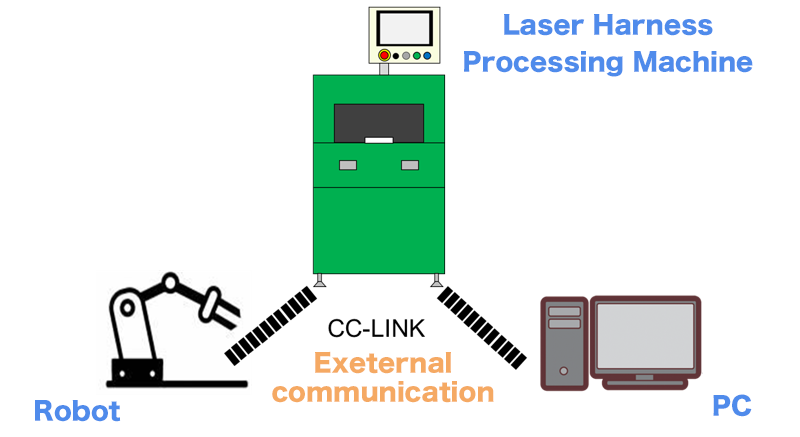
搭载CC-LINK方式的
外部通信功能

YVO4激光加工的特点
1屏蔽线不会陷入到绝缘体
使用刀具进行机械式剥离时,由于是从外部对屏蔽线边施压边进行切割的,所以屏蔽线会陷入到绝缘体内。这可能会对电线特性等造成影响。由于激光的屏蔽切割可以通过非接触稳定控制切入深度, 在屏蔽线的一半位之前切入,用旋转刷式屏蔽除去装置(屏蔽层清扫机)除去蔽线,可以不影响内部绝缘体进行加工。
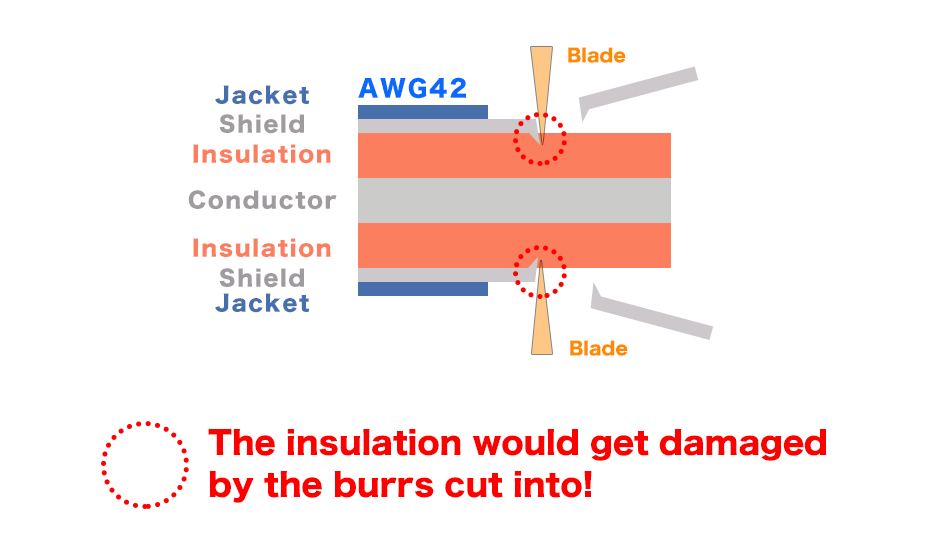
< 机械式切割的示意图 >
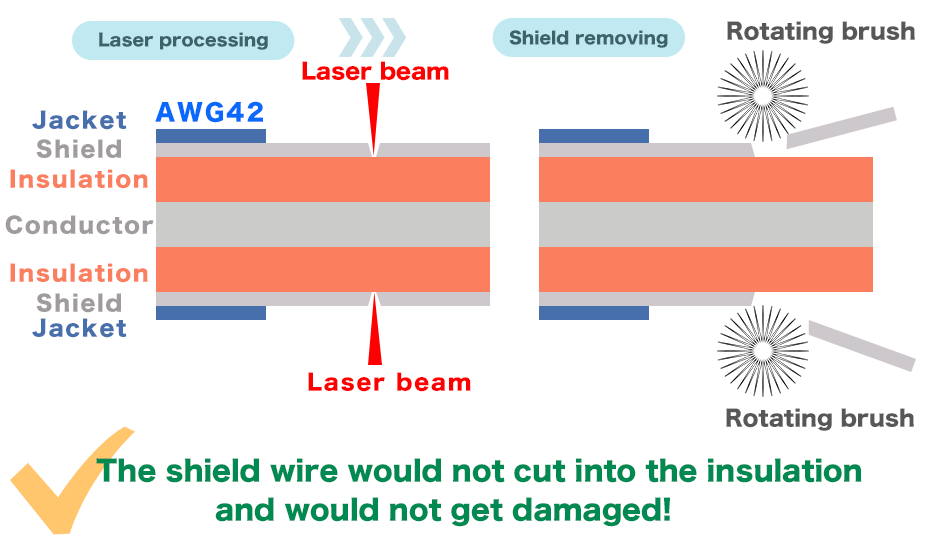
< YVO4激光切割的示意图 >
2降低电介体的热损伤
由于YVO4激光具有低峰值功率和高重复振荡频率的特性,可以抑制在加工屏蔽线时产生的热量,可以减少对屏蔽线下层内部介质的热损伤。
3部件消耗不会造成精密度的变化
因几乎不存在刀具类部件磨损而影响精密度缘故,所以能够长时间维持一定的精密度。
电缆加工专用设备
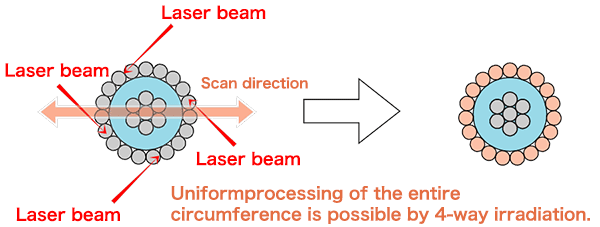
1切割无残留、绝缘体无损伤
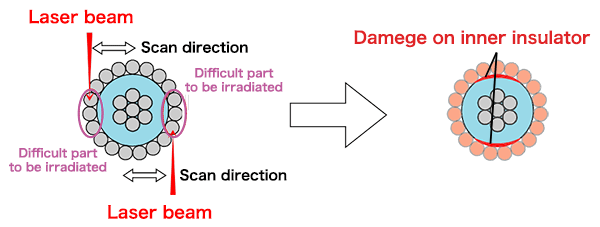
使用激光打标机器进行一个方向照射的设备或其他普通两个方向照射的激光加工设备,都会存在激光无法充分照射或过度照射情况。
本设备通过独自的装置构造,从四个方向进行倾斜照射。可均匀切割屏蔽层的四周。
< FBC 激光屏蔽层切割机 >
< 激光打标机器、其他普通激光加工设备 >
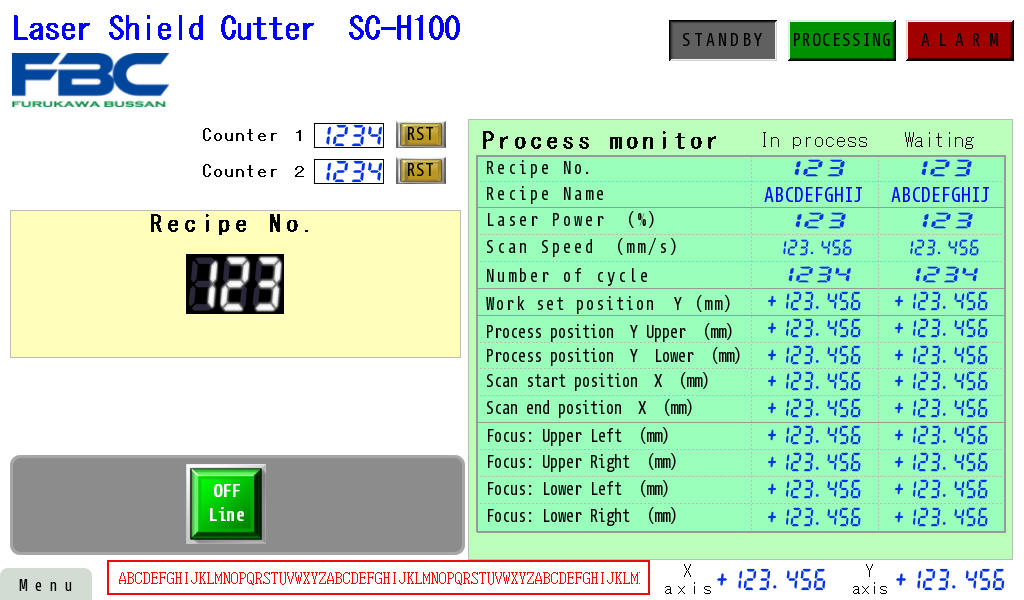
2能够以简单的操作进行多种加工
操作简单:仅需在工件设置后点按开始按键即可。
通过“激光加工条件”和“加工位置条件”的设定,对不同工序、不同产品的加工条件变更以及多个位置的连续加工只需通过功能选择按键简单实现各种操作。
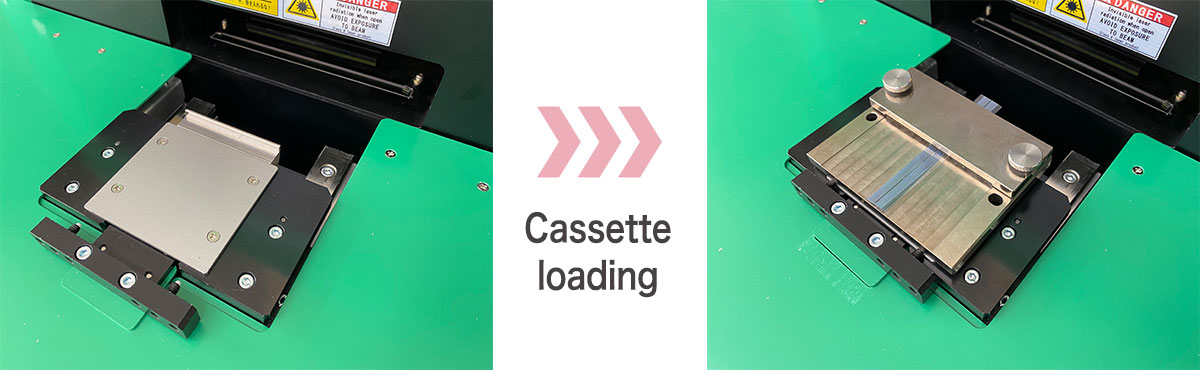
可在一次操作中处理。
3实现精细加工及高精密度加工
通过光学设计的最佳化,采用与屏蔽层切断相匹配的光束激光照射,由此实现高精密度、且对周边热损伤较小的精细加工。
4极细编织线也无需沾锡
如下所示,编织屏蔽层存在双倍变厚以及出现缝隙的部分。 在进行了激光照射的情况下,双倍变厚部分的内层屏蔽层会发生切割残留的现象,而缝隙的部分,则会因激光会穿透内部绝缘体而发生损伤。 因此,需要进行一次“沾锡”操作,然后进行屏蔽层切割,比较费事。
< 对编织线的激光照射示意图 >
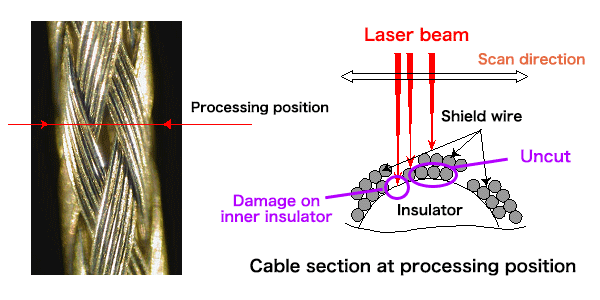
< 对编织线进行沾锡后的加工 >

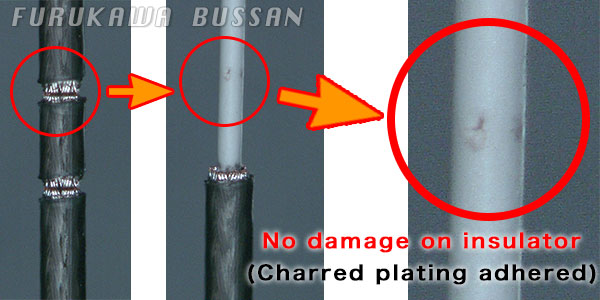
AWG26编织同轴线
因为通过四个方向激光照射,能够在最小限度的激光照射下进行一周均匀加工,所以即使没有进行沾锡,也能够在不损伤绝缘体的情况下进行加工。
5焦点位置调整的数值控制化
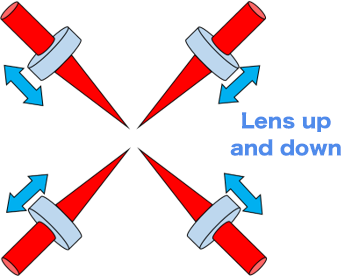
4方向照射的焦点位置调整
6支持自动化生产线(增加外部通信功能)
客户支持
设备安装后的迅速运行服务
・出货时对顾客的工件进行加工试做。提交加工试做数据。
・安装调整时,对顾客的工件进行加工条件确认以及加工位置设定。
提供电线规格变更以及针对新产品加工条件设定服务
・您在购买该设备后,我公司也会在电线规格变更、使用我公司演示机进行面向新产品的加工试做、以及加工方法等方面提供服务。
・关于使用的治具及处理方法等,我们也会与顾客进行信息交换提供开发支持。
激光屏蔽层切割机的主要规格
| 项目 | SC-H100 | SC-10FS | SC-10FL | |
|---|---|---|---|---|
| 激光振荡器 | 类型 | 10W YVO4 激光 | ||
| 波长 | 1064nm | |||
| 输出 | 30kHz时为10W (最大平均输出) | |||
| 输出稳定性 | ±2%以下 | |||
| 聚光直径 | 60µm以下(理论聚光直径) | |||
| 脉冲宽度 | 30kHz时小于40ns | |||
| 脉冲频率 | 20kHz ~ 100kHz | |||
| 扫描头 | 有效加工范围 | 100mm | - | - |
| 最大扫描速度 | 300mm/s | - | - | |
| 加工位置设定行程 | 50mm (电动) | - | - | |
| 扫描平台 | 有效加工长 | - | 85mm | 300mm |
| 最大扫描速度 | - | (Y) 300mm/s | (Y) 300mm/s | |
| 加工位置设定行程 | - | 15mm (手动) | ||
| 光学机组 | 调焦机构 | 电动(4个方向) | 手动(上下2个方向) | 手动(上下2个方向) |
| 扫描平台精度分辨率 | 加工位置精度 | 小于 0.05mm | ||
| 分辨率 | 0.01mm | |||
| 用力 | 电源 | 单相50/60Hz 100~230V (1kVA) |
单相50/60Hz 100~230V (800VA) |
|
| 供气 | 0.4Mpa以上 | |||
| 加工范围(目标) | φ2mm~ AWG52同轴线 ※直径1mm以上的编织线需要预焊 |
|||
| 外部通信 | 只支持SC-H100 | 基于CC-Link的FBC标准外部通信规格 | ||
SC-H100
・激光振荡器
波长: 1064nm
输出: 30kHz时为10W (最大平均输出)
输出稳定性: ±2%以下
聚光直径: 60µm以下(理论聚光直径)
脉冲宽度: 30kHz时小于40ns
脉冲频率: 20kHz ~ 100kHz
・扫描头
最大扫描速度: 300mm/s
加工位置设定行程: 50mm (电动)
・光学机组 调焦机构
・扫描平台精度分辨率
分辨率: 0.01mm
・用力
供气: 0.4Mpa 以上
・加工范围(目标)
・外部通信
SC-10FS
・激光振荡器
波长: 1064nm
输出: 30kHz时为10W (最大平均输出)
输出稳定性: ±2%以下
聚光直径: 60µm以下(理论聚光直径)
脉冲宽度: 30kHz时小于40ns
脉冲频率: 20kHz ~ 100kHz
・扫描平台
最大扫描速度: (Y) 300mm/s
加工位置设定行程: 15mm (手动)
・光学机组 调焦机构
・扫描平台精度分辨率
分辨率: 0.01mm
・用力
供气: 0.4Mpa 以上
・加工范围(目标)
SC-10FL
・激光振荡器
波长: 1064nm
输出: 30kHz时为10W (最大平均输出)
输出稳定性: ±2%以下
聚光直径: 60µm以下(理论聚光直径)
脉冲宽度: 30kHz时小于40ns
脉冲频率: 20kHz ~ 100kHz
・扫描平台
最大扫描速度: (Y) 300mm/s
加工位置设定行程: 15mm (手动)
・光学机组 调焦机构
・扫描平台精度分辨率
分辨率: 0.01mm
・用力
供气: 0.4Mpa 以上
・加工范围(目标)
参观样机
可参观样机
有意参观者请通过本网站的咨询链接,告知本公司您期望的参观时间以及参观人数。
样机设置地:FURUKAWA BUSSAN CO., LTD. YOKOHAMA LAB. (Iida Bldg. 1F, No.50, Tobecho 3-chome, Nishi-ku, Yokohama City, Kanagawa, Japan)




FURUKAWA BUSSAN CO.,LTD.
SK MITOSHIROCHO BLDG., NO.11-8,
KANDA-MITOSHIROCHO, CHIYODA-KU,
TOKYO 101-0053
PHONE:+81-3-3292-1391
FAX:+81-3-3292-1395